
Under is the primary chapter of my e book, The Origins of Effectivity, obtainable now on Amazon, Barnes and Noble, and Bookshop.
In 1880, Thomas Edison was awarded a patent for his electrical incandescent mild bulb, marking the start of the age of electrical energy. Though it was the results of 1000’s of hours of analysis that befell over a long time by Edison and his many predecessors, the final word design of Edison’s mild bulb was easy, consisting of just some elements: a filament, a skinny glass tube by which the filament was mounted, a pair of lead-in wires, a base, and the glass bulb itself.
Till the twentieth century, mild bulbs have been largely manufactured by hand. Employees would run the lead-in wires by the inside glass tube, connect the filament to the lead-in wires, and connect the glass tube to the bulb. A vacuum pump would then suck the air out of the bulb. Initially, this was achieved by connecting the pump to the highest of the bulb, leaving a small tip of glass that needed to be minimize off. Later, tipless bulbs have been developed that had the air faraway from the underside.
Most of this manufacturing course of was achieved in home by Edison’s Electrical Gentle Firm, however the manufacturing of the glass bulb itself, often known as a bulb clean, was outsourced. Edison positioned his first order for bulb blanks with the Corning Glass Works firm in 1880. The method of creating the bulb blanks was pretty easy: Glassworkers would combine collectively sand, lead, and potassium carbonate, together with small portions of niter, arsenic, and manganese oxide, place the combination in a crucible, and soften it in a furnace into liquid glass. A employee known as a gaffer would then collect a blob of glass on the top of a hole iron tube and place the blob right into a mould the form of a lightweight bulb. Whereas the blob was nonetheless hooked up to the iron tube, the gaffer would blow into it to kind the physique of the bulb, then open the mould and minimize the bulb from the top of the tube.
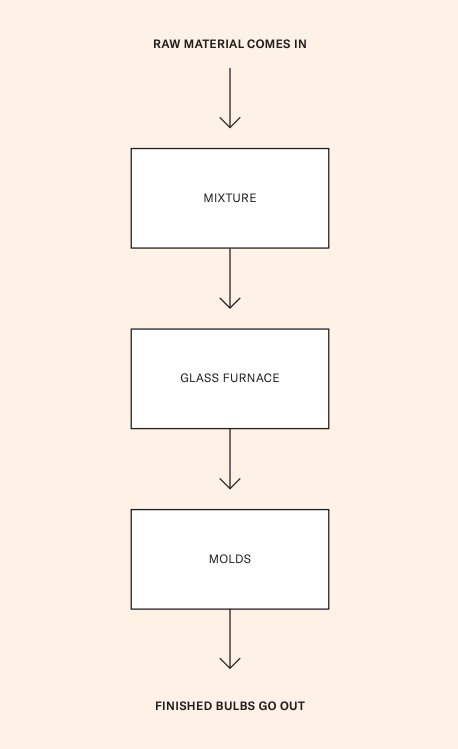
We will draw this sequence of steps utilizing a course of move diagram, a visible illustration of how a course of unfolds. See Determine 2 for an instance of what the bulb clean course of may appear to be. Making bulb blanks is an instance of what we’ll name a manufacturing course of—a sequence of steps by which enter supplies are remodeled incrementally right into a completed product. Every step within the course of induces some change within the enter materials. The modified materials is then handed on to the following step, which makes one other change, and so forth, till the completed product comes out the opposite aspect. Within the bulb clean course of, sand, lead, and different chemical compounds are the inputs. These are progressively remodeled by warmth, chemical reactions, and bodily manipulation till a completed bulb clean emerges on the different finish.
In flip, this output may be the enter to a subsequent course of. Bulb blanks, as an illustration, would then be despatched to Edison’s manufacturing facility to be assembled into full mild bulbs. Likewise, the enter supplies for the manufacture of bulb blanks have been themselves the output of another manufacturing course of. Potassium carbonate, for instance, was mined from potassium ore after which refined utilizing the Leblanc course of.
Exterior of the small variety of issues we are able to get hold of immediately from nature, all merchandise of civilization are the results of some type of manufacturing course of—some sequence of transformations that absorb uncooked supplies, vitality, labor, and data and produce items and companies. At first look, companies might sound far faraway from the manufacturing of bodily items like automobiles or footwear, however the identical fundamental mannequin applies. A home cleaner, for instance, goes by a selected sequence of steps—cleansing the bedrooms, then the loos, then the kitchen—utilizing varied inputs—labor, electrical energy, cleansing merchandise—to rework an enter—a unclean home—into an output—a clear one. These processes may be comparatively easy, such because the manufacturing of sunshine bulb blanks, or exceptionally complicated, with tons of and even 1000’s of steps. One Nineteenth-century watch manufacturing facility boasted that its watches “required 3,700 distinct operations to supply,” whereas a Forties Cadillac — a comparatively easy car by fashionable requirements — required practically 60,000 separate operations.
Even on a regular basis objects can masks an excessive amount of manufacturing complexity. In his e book The Toaster Mission, Thomas Thwaites disassembles a $7 toaster to seek out that it incorporates 404 components made up of greater than 100 completely different supplies. And if we comply with the chain of manufacturing additional again, to the processes required to make the assorted enter supplies (and the processes to make the inputs for these processes, and so forth), we discover a sprawling mass of complexity for even the only merchandise of civilization. In his well-known 1958 essay “I, Pencil,” Leonard Learn notes {that a} full accounting of the inputs required to make an bizarre pencil—the metal used to make the instruments to reap the cedar, the ships used to move the graphite from Sri Lanka to the manufacturing facility, the agricultural tools used to develop the castor beans to supply the lacquer—includes the work of hundreds of thousands of individuals everywhere in the world.
Now that now we have a fundamental mannequin for the way issues get produced, we are able to add a little bit of element to the outline, figuring out 5 distinct components of the manufacturing course of. This barely extra regimented construction shall be helpful for pinpointing discrete websites of intervention that may enhance the effectivity of a manufacturing course of.
First is the transformation methodology itself. In bulb clean manufacturing, one transformation methodology is the method of blowing the glass bulbs. In fact, every transformation is itself made up of many steps (gathering the glass on a blowpipe, inserting the mould round it, blowing whereas a employee holds it), which in flip may be made up of substeps (similar to particular person employee motions). Completely different conditions will name for various levels of constancy in describing a course of—the scientific administration motion of the early twentieth century, for instance, spent an excessive amount of time finding out particular employee motions—however it is going to at all times be a simplified mannequin that omits many particulars of what’s really occurring.
The concept of a well-defined transformation or sequence of transformations is one thing of a simplification, as there’ll inevitably be some extent of variation within the particular actions taken throughout a step. For a machine, this variation shall be very small and happen in narrowly outlined methods, however the farther we get from fashionable industrial manufacturing processes, the much less true this turns into. An individual may carry out the identical step barely in another way every time and modify their method over time as they get extra expert. And craft manufacturing strategies typically require some extent of deciding what the following step must be. A glassblower blowing bulbs with no mould, as an illustration, will resolve how laborious to blow primarily based on how they see the bulb taking form.
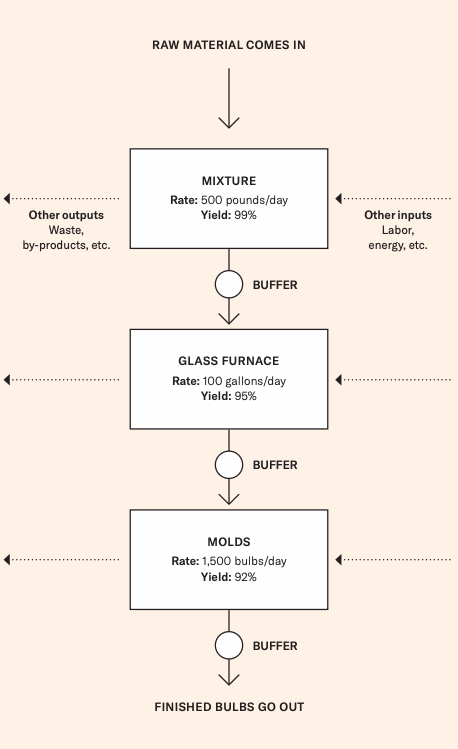
Second, to know how environment friendly a manufacturing course of is, we’d like some concept of how a lot time the method takes. It clearly makes a giant distinction whether or not the bulb clean manufacturing facility can produce 10 or 10,000 bulbs a day. Utilizing bulb molds, three staff may produce about 150 bulbs per hour, or roughly 1500 per day. That is known as the manufacturing charge. Every step within the course of may have its personal charge, and these charges could differ from these of different steps. For instance, filling the glass crucibles may be achieved simply as soon as per week, despite the fact that glassworkers
have been producing bulb blanks every day.
Third, to find out how a lot a given manufacturing course of prices, we have to account for all of the direct materials inputs and outputs to the method. On the furnace step, uncooked supplies go in and molten glass comes out. On the blowing step, molten glass goes in and a bulb comes out. Relying on how detailed we resolve to be, we’d additionally embrace inputs just like the coal that fuels the furnace and outputs just like the ash and smoke produced by the furnace. There are labor inputs as effectively. The blowing step, as an illustration, requires the labor of two or three staff to collect the glass, work the mould, and minimize the completed bulb free.
We additionally must account for the oblique inputs—issues that aren’t used immediately by the method however are nonetheless vital. A manufacturing facility’s hire can’t be immediately attributed to any specific operation throughout the manufacturing facility, however the constructing remains to be an essential enter to the method. We will account for this price by attributing some fraction of it to every step. Equally, we are able to assign some fraction of the price of the tools, administration, insurance coverage, and some other overhead prices to every step within the course of. (The query of how finest to assign these oblique prices is an concerned space of accounting, however broadly talking, these prices shall be unfold over the quantity of output we produce.)
Fourth, to know whether or not the method is effectively organized, we have to hold monitor of how a lot materials is within the course of at any given time. At any level, some materials is actively being labored on and a few is ready to be labored on. In bulb clean manufacturing, as soon as the uncooked supplies had been added to the crucible, it would take some time earlier than the glass was gathered by staff and blown into bulbs. If crucibles have been stuffed as soon as per week, there can be about half per week’s price of molten glass ready to be become bulbs at any given time. Any materials that isn’t presently being labored on is taken into account to be in a buffer of obtainable materials. The overall quantity of fabric within the system—that’s, the mixture of what’s within the buffer and what’s being labored on—is collectively often known as work in course of.
Fifth and at last, in evaluating a manufacturing course of we have to make notice of how the output of the method varies. Whereas it’s tempting to think about a step as producing the very same output each time, there’ll inevitably be some variation. At occasions, the method could merely fail. For instance, in some instances, the furnace would produce a batch of glass that was unsuitable for bulbs. In different instances, the crucibles that held the molten glass would crack, spilling the glass earlier than it may very well be become bulbs.
However there will even be extra delicate sources of variation. As an example, the composition of the glass and the thickness of the bulbs would differ barely, maybe imperceptibly, from bulb to bulb. No two bulbs have been precisely alike. This discrepancy is usually a pure end result of the method, the results of a disparity within the inputs, or on account of variation within the setting by which the method takes place. The standard of the bulb glass, for instance, was drastically depending on the standard of the chemical compounds used, how effectively they have been combined, and the temperature of the furnace.
One easy approach of characterizing variation is when it comes to yield—the fraction of inputs which are efficiently remodeled into outputs. A yield of fifty p.c would characterize a course of that’s solely profitable half the time. An unsuccessful transformation may be a whole failure (a bulb falls on the ground and breaks) or one that’s merely exterior the vary of acceptable tolerance (the glass on the bulb was barely too skinny). In lots of instances, nevertheless, will probably be helpful to have a extra detailed characterization of the variation in a course of. Within the manufacturing of sunshine bulb filaments, very slight variations in temperature throughout the carburizing course of resulted within the filament producing completely different quantities of sunshine. Understanding how the ensuing filaments assorted was, subsequently, vital to find out what number of bulbs of a given illumination may very well be produced. It’d prove that the variation in illumination may very well be described by a standard distribution with a selected imply and customary deviation, making it attainable to trace disruptions to the method by taking a look at whether or not values fell exterior of the anticipated vary. For now, we’ll simply notice that variation is a vital issue to think about with out worrying about growing a sure measurement for it.
a single step within the course of, we now have 5 components
that characterize it:
-
The transformation methodology itself. For instance, the act of blowing molten glass right into a mould.
-
The manufacturing charge. For instance, what number of molds the gaffers can fill in an hour.
-
The inputs and outputs, together with their related prices. For instance, the molten glass, the gaffer’s wages, and put on and tear on the molds and blowpipes.
-
The scale of the buffer. For instance, how a lot molten glass is saved within the furnace ready for the gaffer.
-
The variability of the output. For instance, fluctuations in how briskly the gaffer works and the thickness of the bulbs produced, or how typically the gaffer drops and breaks a bulb.
That is, in fact, a extremely simplified mannequin. For one factor, it omits the complexity of what particularly happens throughout every step. For an additional, it means that these components are regular over time, however in actuality they’ll continuously be in flux. The variation in output could rise when a brand new employee begins, or on the finish of the day when staff are drained, or over a protracted time period as staff or managers develop complacent. Alternatively, variation could go down over time as staff acquire expertise and precision improves.
This mannequin additionally doesn’t embrace the numerous attainable methods one step could affect one other step, past how briskly the step runs. The temperature of the glass furnace may affect how straightforward it’s to blow the bulb into the mould, for instance. Likewise, variation in a single course of could also be a operate of variation in some earlier course of. Bulbs breaking when the mould is eliminated, as an illustration, may be a operate of inconsistent mixing of the components or uneven temperature of the molten glass.
Lastly, this mannequin doesn’t embrace any specifics about what is definitely being produced. As we’ll see in a while, the type of the product and the tactic of manufacturing are intimately related, and a change in a single usually leads to a change within the different.
Regardless of its varied simplifications, nevertheless, this mannequin offers us a helpful method to construction our serious about manufacturing processes and the way they are often made extra environment friendly.
The aim of any effectivity enchancment is to reduce the prices of manufacturing one thing. If we’re operating a bulb clean manufacturing facility, we need to determine how one can produce these bulb blanks as cheaply as attainable, which suggests utilizing the fewest, lowest-cost inputs we are able to. The best way to do that is to vary a number of of those 5 components.
First, we are able to change the transformation methodology itself to 1 that requires fewer sources. The very first bulb blanks produced by Corning didn’t use molds however have been produced utilizing a a lot slower free-hand methodology, which entailed manually rolling out tubes of glass. Altering the bulb-blowing course of to the mould methodology drastically elevated output and decreased the labor required for every bulb, such that staff went from producing 165 bulbs on the primary day to
150 an hour.
Second, we are able to attempt to enhance the speed of manufacturing and make the most of economies of scale—the truth that per-unit prices are likely to fall as manufacturing quantity rises. Glass furnaces within the bulb clean manufacturing facility ran repeatedly, as a result of beginning a furnace chilly took an excessive amount of time (24 hours or extra) and was very more likely to injury the crucibles. The furnaces have been, subsequently, burning coal no matter whether or not glass was being blown and bulbs produced. Equally, the hire wanted to be paid whether or not the manufacturing facility was producing bulb blanks or not. For these causes, a manufacturing facility that manufactured bulbs repeatedly over 24 hours would have decrease unit prices than a manufacturing facility that solely operated for eight hours a day (and, actually, some glass producers did run repeatedly because of this).
Third, we are able to attempt to scale back variation within the course of. The standard of the glass was depending on the temperature of the furnace: Variations in temperature would lead to glass that may break after a brief interval of use. Lowering temperature variation would, subsequently, lead to extra glass inside acceptable bounds, producing the next yield.
Fourth, we are able to attempt to lower the prices of our inputs. Changing the hand-blowing course of with the bulb mould course of not solely lowered the quantity of labor required but additionally enabled the manufacturing facility to make use of cheaper labor, for the reason that molding course of required much less talent.
Fifth, we are able to attempt to scale back our work in course of by reducing the dimensions of our buffers. Work in course of is materials that has been paid for however hasn’t but been bought—it’s an funding that has but to yield a return. If glass furnaces have been stuffed with new glass as soon as per week, on common there can be half per week’s price of glass merely sitting idle within the manufacturing facility. If the crucibles have been as a substitute half the dimensions and stuffed twice per week, on common there would solely be 1 / 4 of per week’s provide of glass within the crucibles, lowering work in course of by 50 p.c.
We even have yet another choice obtainable to us: We will attempt to delete a whole step within the course of. It will, clearly, take away all of its related prices. If, as an illustration, it turns into attainable to purchase premixed glass powder, we not must carry out the blending step ourselves—our enter supplies can as a substitute go on to the glass crucibles.
These are the choices obtainable to enhance the effectivity of a course of. So, what does this recommend about what a particularly environment friendly course of seems to be like?
-
It’s a course of with no buffers. Materials strikes easily from one step to the following with none ready or delay, and materials tied up within the course of is minimized.
-
It’s a course of with no variability. The method works each time and at all times produces precisely what it’s alleged to, at precisely the time when it’s wanted. Extra usually, the output of the method is as near completely predictable as attainable.
-
It’s a course of with no pointless or wasteful steps. Each step is contributing worth, and no steps might be eradicated.
-
It’s a course of with inputs which are as low cost as attainable and no wasted outputs. Both all inputs are efficiently remodeled, or the ancillary outputs are repurposed elsewhere.
-
It’s a course of that acts at as massive a scale because the know-how and market will permit. Fastened prices are unfold over as a lot output as attainable, and the method takes most benefit of scale results.
-
It’s a course of that makes use of transformation strategies that require as few inputs as attainable, on the limits of what manufacturing know-how will permit.
This type of manufacturing course of is typically known as a steady move course of—it repeatedly transforms inputs into outputs with none delays, downtime, ready, pointless steps, or unneeded inputs. A gradual stream of inputs goes in, and a gradual stream of accomplished merchandise swiftly and easily comes out.
One mind-set a couple of steady move course of is that it’s like driving on the freeway. Within the metropolis, there’s the fixed stop-and-start of site visitors lights and ready behind different automobiles. However on the freeway, the move of automobiles is constant and uninterrupted, as one automobile easily follows one other.
In apply, it’s typically not attainable to attain a real steady move course of, simply because it’s not at all times attainable for site visitors to move completely easily on the freeway. The know-how could not permit it, or the dimensions of the market could not justify the price of the tools required. There are any variety of explanation why steady move will not be achievable. However when it’s attainable, it leads to the manufacturing of monumental volumes of extremely cheap items.
To see what a steady move course of seems to be like in apply, let’s take a look at how the sunshine bulb manufacturing course of developed within the century after Edison.
In 1891, simply over a decade after Edison’s invention, the US was producing 7.5 million incandescent bulbs per yr. By the flip of the twentieth century, that determine had climbed to 25 million. However manufacturing was nonetheless largely handbook, and the price of mild bulbs, although falling, was nonetheless excessive. In 1907, a 60-watt mild bulb price $1.75, or about $54 in 2022 {dollars}.
In 1912, Corning launched the primary semiautomatic machine for blowing mild bulbs, known as the Empire E machine. Although it nonetheless required staff to manually collect the molten glass, the machine may produce bulbs at a charge of 400 per hour, over twice as quick because the handbook mould methodology. This was adopted by Normal Electrical’s totally automated Westlake machine, in addition to Corning’s Empire F. In 1921, a Westlake machine may manufacture over 1000 bulbs an hour. By the Thirties, improved Westlake machines may produce 5000 bulb blanks an hour.
The Westlake machine, although speedy, was largely a sooner, mechanized model of the prevailing methodology for hand-blowing bulbs. It consisted of a giant rotating drum with a sequence of iron tube arms mounted to it; because the machine rotated, the arms would decrease right into a glass furnace, collect a glob of molten glass, and swing it right into a mould, after which air can be blown into it to kind the bulb. Then, in 1926, a brand new kind of machine for manufacturing bulb blanks was launched: the Corning ribbon machine. In contrast to earlier machines, which largely duplicated the handbook bulb-blowing course of, the ribbon machine used a distinct mechanism for forming the bulbs. As an alternative of gathering a blob of glass on an iron rod, molten glass was poured onto a conveyor
belt, which produced a steady ribbon of molten glass (giving the machine its identify). The glass would sag by holes within the belt, forming a bowl form. Because the conveyor moved, a mould hooked up to a second conveyor beneath would snap shut across the bowl-shaped glass and air can be blown in from above, forming the form of the bulb. The shaped bulbs have been then launched and carried away by conveyor belt.
What had beforehand been a course of with many small stops and begins turned an uninterrupted, steady move. Glass poured onto the conveyor, sagged by the holes, and was repeatedly remodeled into completed bulbs, one after the opposite, with none delays or ready. Each step was completely synchronized.
The ribbon machine was terribly complicated and required fixed intervention to maintain operational. But it surely may produce bulb blanks in really staggering volumes. The primary ribbon machine produced 16,000 bulbs an hour—over 3 times sooner than the Westlake machines. By 1930, an improved ribbon machine may produce 40,000 bulbs an hour.
The ribbon machine represented the ultimate evolution of incandescent bulb clean manufacturing. It produced bulbs in such monumental portions that by the early Nineteen Eighties, fewer than 15 ribbon machines have been wanted for your complete world’s provide of sunshine bulbs. By then, machine enhancements had elevated the manufacturing quantity to almost 120,000 bulbs an hour, or 33 bulbs each second.
Comparable enhancements befell in the remainder of the sunshine bulb manufacturing course of, although none have been fairly so dramatic because the ribbon machine. Within the late Nineteenth and early twentieth centuries, machines have been developed to connect the inside tube to the surface bulb, mount the filament to the tube, make after which insert the lead-in wires, and seal the bulb. Enhanced vacuum pumps have been developed to evacuate bulbs rather more shortly—Edison’s authentic pumps took 5 hours to supply a vacuum in a bulb—they usually did so routinely.
By the Nineteen Twenties, most steps within the bulb manufacturing course of had been automated, however they have been largely carried out by separate machines. Massive volumes of in-process bulbs would accumulate between workstations, creating extreme storage issues. Beginning in 1921, these steps have been rearranged into teams, or cells, so one machine would easily feed one other at synchronized charges. Work in course of was drastically lowered, storage necessities fell, and output per employee practically doubled. By 1930, the main manufacturing improvements have been full, and by 1942, completed bulbs may very well be produced by a piece cell at a charge of 1000 per hour.
On account of these enhancements, the price of a lightweight bulb plummeted. By 1942, the price of a 60-watt bulb had fallen to 10 cents. Over this identical interval, bulb effectivity, the quantity of sunshine emitted per watt, additionally improved, practically doubling from 1907 to 1942. Mixed with cheaper electrical energy, the fee per lumen dropped 98.5 p.c between 1882 and 1942.
Different components of the sunshine bulb-making course of benefited from the identical kinds of enhancements: new manufacturing know-how that required fewer inputs, elevated economies of scale, lowered variability, minimization of buffers, and the elimination of pointless steps. As with bulb blanks, these processes progressively developed towards a steady, uninterrupted transformation of fabric.
In fact, such features usually are not restricted to mild bulbs. Any manufacturing course of that may be described as a sequence of sequential steps might be made extra environment friendly in the very same methods. As we’ll see all through this e book, some of these enhancements have resulted in elevated effectivity in all the pieces from steelmaking to cargo transport. Over the following a number of chapters, we’ll take a more in-depth take a look at every of the 5 components of a manufacturing course of and the way they will contribute to elevated manufacturing effectivity.
The Origins of Effectivity is offered now from Amazon, Barnes and Noble, and Bookshop.